中国箫笛制作的工艺流程
乐器资源网 yueqiziyuan.com前面介绍了箫笛的选材。选好了材料之后,就要进行具体的制作。中国箫、笛制作的工艺流程一般依次分为:烘竹、撬竹、选料、刨皮、烤竹、开孔、校音等步骤。此外,我们还要讲述箫、笛做好以后应如何进行妥善保管等细节问题。
烘竹和撬竹是箫、笛制作的开端,是整个工艺流程的基础工序,将直接影响成品的质量。
所谓烘竹,就是天然长成的竹子,在其曲折部分进行人为的加温。其主要作用是,排除竹体内残余水份,以期达到乐器制作的要求,为下一道工序作准备。烘竹的主要工具是一只火炉。生好炉火以后,握住竹材,先对竹材的一头进行烘烤,等到竹材的一头扳直后,再进行另一头的烘烤和撬直。烘竹时要注意以下三点。
第一点,烘竹时要在竹材的大头有节处钻一个小孔。这样做,既可以便于竹内水份排出,又可以防止竹材因加热而爆裂。
第二点,烘竹时最好用木柴作燃料,这主要是因为柴火易于烘透竹子内部。
第三点,烘竹时竹材要不停地来回移动。移动时要求做到均匀有致、平稳无颠,前后位移和转向同时进行。
在烘竹的同时,有一个配套的步骤,就是撬竹。所谓撬竹,就是把烘好的竹材撬直、撬圆。撬竹所用的工具是一把撬竹板。投竹时,根据竹材的不同的弯曲程度和直径,选择不同的撬眼。同时,还要根据竹材质地松硬、弯曲程度来决定用相应的力量来撬。撬竹时,对不同种类的竹材宜采取不同的撬法。撬紫竹,应从根部逐节撬起,每撬一节,用带水的布或刷子擦拭一节;撬白竹,则须先撬大身,后撬头部,用在撬眼中压拉、转动撬法比较好,这样可使竹面光滑整洁。
只因烘竹和撬竹是一个互相配套的过程,所以,在实际操作中往往是边烘边撬。烘一部分,撬一部分,这部分撬好以后,再烘另一部分,然后再撬好。这样就需要烘竹者和撬竹者之间的配合和谐、协调。
经过烘、撬的竹材,要进行第二次选料。笛材选料的标准大致有以下几点:
(1)竹材内、外径是否都圆整。竹材的壁厚适合于做什么样的笛子(如:三孔D调竹笛,竹壁厚度一般在4.5至5.0mm左右。音调再低的笛子,竹壁要再厚一点,音调再高的笛子,竹壁要再薄一点)。
(2)经过烘、撬后的竹材的重量如何。
(3)竹材的纤维密度是否紧而细;竹材两端粗细相差如何等。
箫竹的选料主要根据竹材的粗细度和管壁厚度来确定该竹材适合做什么样的箫。
制作师要根据这些标准,作出较准确的判断,对选出的材料进行进一步的加工。
在竹笛的选料上,还存在一个是否要保留根部竹节的问题。这个问题是笛子制作有史以来就存在的,持保留和不保留做法的人都有。我们比较倾向于有选择地保留的做法。我们认为这样做至少有两点可取:一、竹笛造型头大尾小,保留根部竹节,使笛子造型比较美观;二、较好的竹材一般在一根竹子的下半部分,而做好的竹笛往往不够长,保留根部竹节就可以避免因长度不够,而将一些好的竹材浪费掉。为视觉协调起见,我们将根部竹节的外部用挫刀挫成喇叭状;竹节不通的部位,用钻子钻一个小孔,随启用绞刀绞通、绞圆、绞平。
选料时,由于紫竹竹节短,故需将竹节铲平(按笛、箫所需长短而行)。这可以用机器进行加工,也可以用手工进行操作。这里介绍一下手工操作方法。自己用一根元钢(粗细长短可视竹子长短和内径大小而定),用右手握住没有锋刃的一头,左手握住竹子的根部;右手自上而下地铲,左手慢慢移动竹子,直至将竹节内部铲平为止。
刨皮和烤竹这两道工序是专就竹笛白竹坯而言的。
刨皮又称刮皮,需要用刨刀和牧刀。刨刀呈半圆形,以大号锋钢锯条加工而成。刨刀外口需磨成一个45°的斜面,内口则只须磨平。磨外口时,用力握住刨刀,根据一定的斜度在刀磨上反复向前推动,直至刀口磨出为止。内口须用一薄又有弧度(约成半圆型)的刀砖,方法也如磨外口一般。轸刀是刨刀的辅助工具,是用来“轸”刨刀、使其锋刃锐利的工具。轸刨刀时,用轸刀在刨刀锋刃内部和外部分别刮几下,待用手触摸到刀内部有卷口时即可。
刨皮的操作方法有多种,这里且介绍一种手工方法。应用这种方法进行操作时,以右手执刨刀,左手执竹材较粗的一头,左手腕放在右大腿上面,竹子大的一头朝下。右手执刨刀沿竹子外部,自上而下地刨,左手握住竹子小的一头随之移动360°。俟一头刨好后,再刨另一头。刨皮时注意不要将竹肉刮得过多,以免影响竹笛发音的音色。
刨皮后的竹子需用火烤(同时还须撬直)。烤竹用柴火炉、煤炉、煤气炉均可。类似这样的烤竹要进行2—3次。第一次烤竹时,可用蜂蜡擦在即将烘烤的竹子上。这次烤竹是为了除掉竹体内的残余水份(擦蜡是为促使竹体内水份加快排出),使竹内纤维更加结实;同时使竹内纤维经过压力和张力,在制成笛子以后,振动效果好。
经过烤、撬之后的竹材,其内部竹衣用带毛的圆刷刷去,再用稀薄的虫胶水或硝基清漆在内壁涂上一层。这样既可使竹管内壁毛孔补平一点(可使笛子发音圆滑、明亮),又可防止竹子开裂或遭到虫蛀。另外还可防止人吹入的含有酸性的水(或水汽)对笛子产生的腐烂作用。
由于箫是由紫竹制成,而紫竹本身就具有乌黑色或鳝鱼花纹色的外表,这种自然外表本身相当美观,故不须进行刨皮,而须对其自然外表加以保护。
经过前面的几道工序,坯料己大致成样。下面将要进行的是开孔。
首先是开吹孔,开吹孔要先确定吹孔的位置。除前面我们讲述过的条件外,确定吹孔的位置还要依据笛、箫的不同调类来进行。
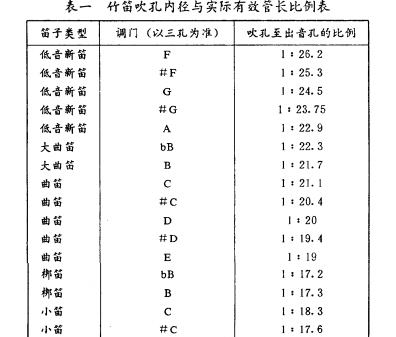
为了说明问题,现将吹孔内径与实际有效管长比例以及竹笛长度和吹孔至尾部长度的关系对照列表如下(附表一)按此表开的吹孔,基本上都能符合要求。绞好吹孔以后,就是塞笛脑。关于这道工序的具体要求,我们在前面已经讲过,这里不再赘述。接下来讲怎样测量吹孔的内径。测量吹孔内径时,要考虑到竹子是否圆的因素。故而在得到吹孔内径数据时,要估计一下扁、圆的差异,将测量得到的数据随即用笔写在竹子上,以便于下一道工序的操作(即量吹孔处的直径)。在实际测量时,将自制卡足钩子的头部仲进吹孔(钩子与笛身成90度角),钩子紧贴吹孔下方内壁,又杆抵足底部,这样就可从卡尺上得出吹孔内径的数据。
至此,我们就要进行笛、箫开孔的计算和有关音准的控制。
在进行笛开孔的计算之前,要了解竹管内径大小和温度对采取何种开孔计算方法的影响。
先讲竹管内径大小和音准的关系,及其对所用开孔的计算方法的影响。一方面,竹管整体内径大小对音准的影响。一般情况下,两根同样长度、同样质地、内径大小不同的竹管中,内径大者,管内空气柱振动较慢,频率较低;内径小者,管内空气柱振动较快,频率也较高。另一方面,竹管头尾内径大小对频率的影响。对于这个问题,我们举例说明。我们采用两根都是342mm长、头部内径都是17mm,而尾部内径分别为16.5mm和15mm的竹管进行比较。在比较中可以发现,尾部内径为16.5mm的竹管发出的音要比尾部内径为15.5mm的竹管所发出的音高。这说明笛内径的大小和笛的音准有密切关系。箫也是如此。
笛、箫的制作对温度有一定的要求(这主要是温度对音准的影响,后面将专门叙述,这里不作介绍)。一般以控制在15℃一20℃内较为合适(个别情况除外)。在长年寒冷和长年炎热的地区,应考虑到温度的降低和升高。
另外,笛、箫在确定出音孔之后,对开指孔的计算要考虑以下几种因素:
(1)半音孔和其它音孔的关系。
(2)交叉指孔与各音阶的关系。
(3)吹奏时,开上音孔所受到其下音孔的影响。
(4)竹子的壁厚和竹质松硬对音准的影响。
(5)眼孔的大小和音准的关系。
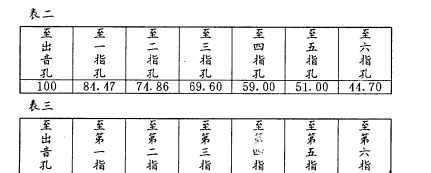
通过多年的实践,我们认为,在一般情况下采用百分比的开孔计算方法较为简易可行。若考虑到上述诸多因素,则须采用升、降开孔的方法加以修正。以此为根据,制作师可以依据确定的竹管的确定内径来确定笛(箫)调,划出音孔。这样就可以通过百分比计算法来进行笛、箫的开孔计算。为便于说明,我们假定吹孔至出音孔的长度为l00(以孔中心距离计),则吹孔至各指孔的长度如下表(表二,笛;表三,箫)。在实际操作中,为使孔距打准,可先在竹管上划一条直线。
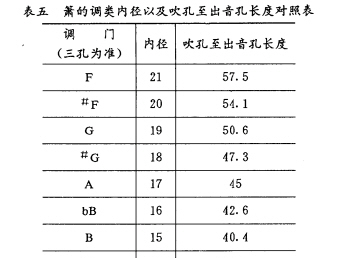
上述这种百分比计算法,主要适用于管内径的实际大小接近于规定标准的竹材的开孔之用。若稍有差异,则须加之升、降开孔的方法以修正。为此本文列出不同调类笛、箫和其内径及吹孔至出音孔长度三者对照表,仅供参考。

前面提到温度对笛、箫开孔计算方法的影响,其根本原因在于温度变化对音准的影响。这是一个较为复杂的问题,这里简列两种主要情况:(1)气温变化引起声速的变化。例如,在0℃时,声速为332m/s;15℃时,声速为340m/s。(2)温度的变化引起竹管内径的热胀冷缩。气温升高,引起竹管内径缩小,笛、箫发出的音就会升高;气温降低,引起竹管内径扩张,笛、箫发出的音也就随之降低。
很明显,一支笛(或箫)在0℃和30℃的气温下,所发出音频率是不一样的。根据实践,在0℃气温下制成的笛子,在30℃气温下吹奏时,它的音要偏高60音分左右;在30℃气温下制成的笛子,在0℃气温下吹奏时,一开始它的音偏低60音分左右,待吹奏一段时间(约五分钟)以后,它的音就会上10音分,这时它的音要偏低40音分左右。这种现象与人的体温与气流的导热有关。根据这种现象,制作师要比较准确地制出各种气温下的笛(或箫)。在确定出音孔时就要考虑到划出音孔的长度。仅以制作一支三孔D调笛的实际操作为例:这支笛子的吹孔内径是17mm,尾口一般小1mm,在摄氏零度时,从吹孔下面平口到出音孔中心长度为337mm左右即可;但是30℃时,从吹孔下面平口到出音孔中心的距离为343mm。
按这样的推算,约需在25℃时进行竹笛的制作,它的吹孔下面平口到出音孔中心长度为342mm左右。这样,这支笛子往低音区升降的相差逐渐较大一点,往高音区的升降逐渐较小一点。做到能基本适合在各种温度下演奏,而音高不至于偏差明显。
上述都是讲的笛、箫开孔的计算及与其有关的问题,下面我们接着介绍开孔的实际操作:(1)划线;(2)铰眼。由于这两道工序对于笛、箫基本一样,故本文仅以笛子为例,而箫则可以类推。
划线的目的在于确定各孔的位置。为便于划线,可按上述开孔的百分比做一块横线划线板。划线时,以左手执笛头(吹口向上),将笛子沿划线板底部缓缓伸到另一边,以右手握住伸出的尾部,将平口或升降线中心对准上顶线,底部中心对准下顶线,两手同时轻轻向上一抬,伺笛身粘上颜色之后,将笛子抽出(在划线之先,须在划线板的横线上涂上颜色)。在这道工序中要注意以下几点:(1)顶线一定要与平口升降线对准。(2)笛身横线划好以后,不要碰线。(3)紫竹划线时,要考虑竹节的因素,横线划在竹节边上,容易上、下滑动;如果稍有滑动,可以用铅笔进行修正。
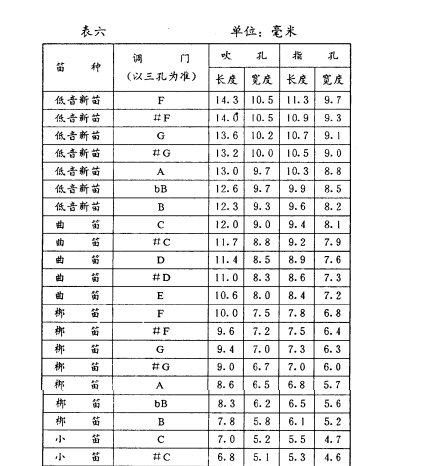
确定好各孔的位置,就可以进行打眼操作。铰眼可以用电钻,也可以用钻床或专用的铰眼机。不论用哪一种工具,都要按各孔的大小尺寸进行打眼(附笛孔大小尺寸对照表)。
上表中笛孔大小只是一个参照数,并不是绝对的标准。由于演奏的曲目和演奏要求不同,对笛孔的尺寸可以进行放大或缩小。特别是人们可以借吹孔大小的调整来调节整个笛子发音的高低。一般情况下,膜孔和第三孔可以比其它孔适当小一点;第二孔可以适当放大一点(较其它孔而言)。这种对孔的放大或缩小,都是考虑到指法上的又口和变调以及笛子的音准而进行的。
此外,我们要特别讲一下出音孔和调音孔的开孔问题。出音孔有两个孔,左右各一,能够发出5、5、5、2(泛音)等四个音。如何开好出音孔,对于竹笛的音色、音高和发音灵敏度影响很大。一般来说,出音孔的位置选在圆周的3:1处为宜,即从笛孔正面到出音孔的一个孔的管面距离为竹管尾部圆周的1/3。调音孔,顾名思义就是对竹笛的发音起调节作用的孔。调音孔对笛子音色的产生起着不容忽视的作用,这是因为竹笛是采用自然材料制成的,造型上粗下细;
竹笛的基音部分是处于竹管较细的地方,它除去需要出音孔外,还需要两个调音孔来帮助调节气流的流向和协振;所以在开调音孔时,要根据付笛管内径的大小来确定。
中国竹笛的孔眼是内大外小,形状成鸭蛋形。若用专用铰眼机,可直接铰成此状。此外,也只有用手工进行操作。不管用哪一种形式铰眼,竹笛的膜孔、出音孔、指孔、调音孔角度均在45℃左右。一般情况下,眼孔的大小不是平均的,其中,出音孔、第一、二、四、五孔要稍大一点,第三、六孔和膜孔要稍小一点。
铰眼的要求除上述之外,还有一点就是整个孔眼要光洁:眼孔外部的圆弧要没有“角”(即细小的齿状);内部要光滑,没有雀头(竹丝毛边)。具有这样的眼孔的笛子发音灵敏度高,音色饱满,富于表现力。
至此,笛、箫制作的主要工序还剩下最后一道,即笛、箫的校音。
由于中国笛、箫是以自然材料制成,自然材料生长的规格不一,在制作过程中的计算的各种数据也只是一些近似值,同时,竹笛和箫的发音受气温和吹奏口风等因素的影响较大,故而制成的笛、箫不可能一下子就达到标准要求。为此,需要对笛、箫进行校音。
校音可以参照音准仪的频率来确定音高(如:A=440hz)。在有音准仪作为参照的同时,还要求演奏者具备下列条件:
(1)演奏者本身要有一定的演奏和听觉水平。
(2)演奏者演奏时气流要控制得好,气流“喷角”不能时而偏大,时而偏小。
(3)要懂得吹奏指法。
(4)要掌握校音的顺序,即,①超吹音有否;⑦泛音是否协调;②八度音是否一致;④采用五度相生,即先从l与筒音5之间的关系起校正,此后依次校5与2,2与6,6与3,3与7,依此类推;⑤采用换调的演奏方法,即以出音孔为5、2和1等进行试吹,自己听来发音通顺(发音没有什么障碍)即可。
在校音过程中要注意:
(1)在校音过程中,切不可用气息力度的变化去调整不准的音。
(2)校音最好从基音开始向上调节。
(3)由于音孔的空间对音准的影响,所以待各个音孔调好之后,要反复进行几次微调,直至音阶之间互相协调为止。
在这里,我们要补充介绍一下,演奏中,气流“喷角”对音准的影响,仅以笛子为例,供校音时参考。
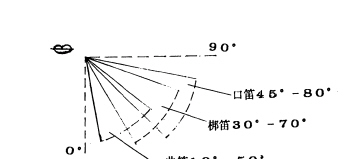
根据笛子的发声原理,演奏中,要使吹出的气流最大限度地变成乐音,这是影响吹奏效果的关键。但发音效果是基于音准之上的。由于旋律的高低起伏,要求吹奏的气流的力度要不断变化;同时还要求吹出的气流与演奏者身体基准线的夹角<我们始称之为气流射角>也随之变化。这个射角的变化大致如下表(附示意图)。
从上图中看出可以看出,音越高,气越急,射角就越大。同样,梆笛吹奏的射角比曲笛大;口笛的音更高,射角就更大,吹奏口笛的最高音,有时射角竟达80度以上,这里射角度数的变化在10度至80度之间,变化的幅度已达70度。这种角度的变化,竹笛制作者和演奏者都需掌握,这对竹笛音准、音色有很大的影响。